南京雷德机械有限公司
国内销售部:
电话:86-025-57265118
传真:86-025-57265119
国际销售部:
电话:86-025-57265888
传真:86-025-57265566
地址:江苏省南京市溧水区明觉工业区
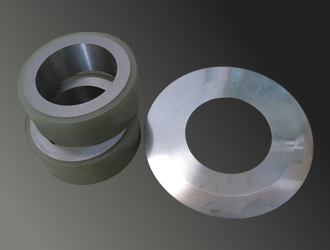
纵剪机刀片是金属卷材分切生产线上的精密刀具,由上刀和下刀成对配合,对钢带、铜带、铝带等材料进行纵向剪切,将其分割为多条所需宽度的窄带。该刀片的刃口直线度、端面平面度及内外圆同心度等几何精度,直接决定了分切后带材的宽度尺寸公差。通过精工打磨工艺对刃口进行多道次、低进给的研磨加工,能够有效减小刃口的微观缺陷和形位误差,使分切尺寸控制在±0.05mm以内,满足高精度带材的加工要求。
一、产品材质与工艺基础
纵剪机刀片通常采用高碳合金工具钢(如Cr12MoV、D2)或粉末冶金高速钢(如ASP2053)制造。Cr12MoV具备较好的耐磨性和淬透性,适用于普通碳钢、不锈钢带的剪切;粉末冶金高速钢碳化物分布均匀,刃口锋利度保持性好,适合剪切高硬度或高磨蚀性材料。刀片毛坯经锻造、球化退火后,进行粗加工开孔和外形,再经真空淬火和三次回火处理,硬度控制在HRC58-62,组织内应力较小。热处理后的刀片留有一定的精磨余量(通常单边0.2-0.3mm),为后续精工打磨提供基础。
精工打磨工艺对尺寸精度的贡献
纵剪机刀片的精工打磨工艺采用高精度数控平面磨床和万能工具磨床,配合修整精细的白刚玉或立方氮化硼(CBN)砂轮。工艺分为三道工序:
粗磨:选用46-60目砂轮,单次磨削量0.03-0.05mm,恢复刃口几何形状,消除热处理氧化层,保证平面度在0.01mm以内。
半精磨:更换80-100目砂轮,单次磨削量0.01-0.02mm,使刃口直线度达到0.005mm/m,表面粗糙度Ra≤0.4μm。
精磨与研磨:使用150目以上微粉砂轮或研磨膏,去除磨削划痕,刃口圆弧半径控制在0.02mm以下,端面垂直度偏差不超过0.005mm。
在整个打磨过程中,采用冷却液充分浇注,防止刃口退火烧伤(局部变色)。打磨完成后,使用激光测量仪对刀片外径、内孔和厚度进行全检,尺寸公差控制在IT6级以内。精工打磨后的一组纵剪机刀片,其外径一致性偏差小于0.005mm,安装到刀轴上后,各刀片之间的间隙沿轴向均匀一致,从而保证分切时每条带材的宽度误差均被控制在较小范围内。

二、产品优势与应用场景
采用精工打磨工艺的纵剪机刀片,分切尺寸误差可比普通磨削刀片缩小50%以上。在剪切0.35mm厚的硅钢片时,宽度公差可稳定在±0.03mm,有效减少变压器铁芯叠片时的累积误差。优势具体包括:降低因尺寸超差导致的废品率,提高材料利用率约1.5%-2.5%;减少二次修边工序的工作量;刀片刃口锋利且均匀,剪切毛刺小,带材边缘质量好;刀片可多次修磨,每次修磨后仍能保持较高精度。
在应用方面,纵剪机刀片主要用于电工钢(硅钢片)的精密纵剪生产线、不锈钢带材的分条加工、有色金属(铜、铝)带材的切边分卷以及精密合金带材的窄带分切。对于电池极片、引线框架铜带等高精度电子材料,精工打磨的纵剪机刀片更是保证产品一致性的关键因素。
三、日常使用与维护建议
为保持纵剪机刀片的打磨精度,使用中应注意:安装前清洁刀轴和隔套表面,严禁磕碰刃口;按照剪切厚度调整刀片间隙(一般为带厚的5%-8%),使用塞尺逐点检测;每班次清理刀片间的金属碎屑,防止粘附物划伤刃口;运行200-300小时后检查刃口磨损量,当磨损圆弧半径超过0.1mm时及时更换修磨。修磨时应送回具备精工打磨能力的专业厂家,保持原始刃口角度和表面质量。
纵剪机刀片精工打磨工艺对分切尺寸误差的控制作用,有助于金属分切加工企业选择高品质刀具并规范使用。通过精准的刃口加工和科学的维护,能够获得高一致性的窄带产品,提升下游组装或成型工序的合格率。