南京雷德机械有限公司
国内销售部:
电话:86-025-57265118
传真:86-025-57265119
国际销售部:
电话:86-025-57265888
传真:86-025-57265566
地址:江苏省南京市溧水区明觉工业区
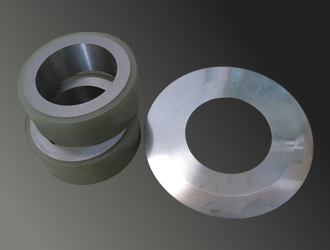
纵剪机刀片是金属卷材分切生产中的核心配件,由上刀与下刀配合进行纵向剪切,将宽幅带钢、铜铝等材料分割为所需宽度的多条窄带。刀片直接决定了分条后带材边缘的整齐度与尺寸一致性,是保证剪切效果的关键环节。
一、材质与特点
纵剪机刀片通常选用高碳合金钢、冷作模具钢或经过特殊处理的工具钢制造。不同硬度的材料适用于不同工况:剪切普通碳钢时可选用硬度适中的材质,剪切不锈钢或高强度材料则需更高耐磨性的钢种。刀片经过多道热处理及精密磨削工序,其特点主要体现在三个方面:
1.刃口直线度与圆跳动控制在较小范围内,运行中不易产生周期性受力变化;
2.内外径同心度保持良好,安装后各组刀片能形成均匀的剪切间隙;
3.刀片表面平整且无显微裂纹,能够承受剪切过程中的挤压与冲击负荷。
二、产品优势与应用
1.选用匹配得当的纵剪机刀片,在实际生产中能获得多项使用收益。刃口锋利且无缺陷时,剪切出的金属带材毛刺较小,边缘光整,后续加工中不易产生二次缺陷。刀片韧性合理,受到意外冲击时不易崩口或整片碎裂,减少了突发停机的可能。刀片可多次修磨使用,一套刀片完成充分的生产任务后仍能保持基本性能。此外,刀片动平衡较好的套装产品在高转速下振动幅度小,对主轴和轴承的损耗也相应减轻。
2.刀片主要应用于冷轧钢板、镀锌板、彩涂板、不锈钢带、铜带、铝带以及硅钢片的分条加工。在电气制造、金属制品、建筑装饰、汽车配套等行业中,刀片的使用效果直接关系到材料利用率和成品合格率。

三、常见故障原因
1.刃口局部崩缺:当刀片间隙设定过小或刀轴轴向窜动较大时,上下刀片刃口会发生碰撞,导致崩缺。被剪材料表面存在夹杂物、焊疤或硬质颗粒,也会在剪切瞬间造成刃口损伤。
2.磨损速度偏快:刀片硬度低于被剪材料实际抗拉强度,或者材料表面附着氧化皮、砂粒等磨削性物质,会加速刃口钝化。剪切过程中缺少冷却润滑,摩擦产生的热量无法及时散出,同样使刀片磨损加快。
3.剪切毛刺超标:刀片间隙沿宽度方向不一致,或者刃口已经圆钝而未修磨,剪切作用从切断变为撕裂,带材边缘会出现较大毛刺。上下刀片轴线不平行也是常见诱因。
4.带材表面划痕:刀片刃口附近粘附有金属积屑瘤,或者刀片之间夹有细碎切屑,会在剪切过程中反复摩擦带材侧面,形成深浅不一的划痕。
四、日常维护保养实用技巧
1.定期检查刃口状态:每班次生产前后,用干净棉布擦拭纵剪机刀片表面,观察刃口有无可见的崩口、缺口或明显磨损痕迹。对于微小崩口应及时安排修磨,避免缺陷扩大。
2.准确调整刀片间隙:根据被剪材料厚度设置刀片间隙,通常取厚度的6%至8%作为起始值。采用塞尺或专用量具在刀片轴向多个位置测量,保证间隙均匀。每次更换材料规格后都应重新调整。
3.保持清洁与适当润滑:安装前清理刀轴、隔套及刀片内孔的毛刺和油污。剪切过程中可采用微量油雾或气雾冷却,减少刀片发热。每组纵剪机刀片使用完毕后,清除刃口附着的金属粉末,涂覆防锈油后存放。
4.规范安装与拆卸操作安装时按照隔套与刀片交替的顺序依次入轴,锁紧螺母时使用扭矩扳手,使各组刀片所受压力一致。拆卸时应使用专用拉马,严禁敲击刃口部位。
五、制定修磨与更换周期
当剪切带材毛刺高度明显增大或刃口出现可见圆角时,应安排修磨。修磨后刃口应无烧伤、无过度退火。同一组刀片尽量成对修磨,保持配合关系。当纵剪机刀片修磨次数过多导致外径减小超过允许范围时,建议成套换新。