南京雷德机械有限公司
国内销售部:
电话:86-025-57265118
传真:86-025-57265119
国际销售部:
电话:86-025-57265888
传真:86-025-57265566
地址:江苏省南京市溧水区明觉工业区
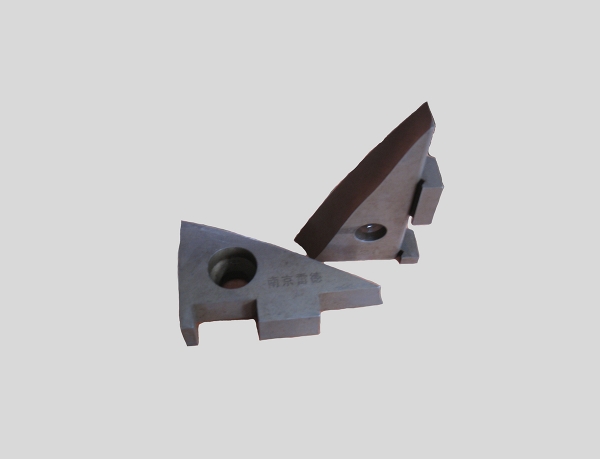
鹰嘴剪刀片是安装在金属剪切设备(如鳄鱼剪、废钢剪)上的专用刀具,刃口呈鹰嘴状弧形曲线,用于剪切钢筋、钢板、废钢及有色金属型材。刀片通过精磨工艺对刃口进行细致加工,使刃口直线度和表面粗糙度达到较高水准,从而在长期剪切作业中保持锋利状态,减少换刀频率。
一、产品材质与结构特点
鹰嘴剪刀片的基体材料选用高碳高铬工具钢(如Cr12MoV、Cr12)或粉末冶金高速钢(如ASP2053)。Cr12MoV具备较好的耐磨性和淬透性,适用于普通碳钢、不锈钢的剪切;粉末冶金高速钢碳化物分布均匀,抗崩刃能力强,用于剪切高强度钢筋或含杂质废钢。刀片经过真空淬火和三次回火处理,硬度控制在HRC56-60,冲击韧性达到10-15J/cm²。
精磨工艺是鹰嘴剪刀片制造的关键环节。采用数控磨床对刃口进行粗磨、精磨和抛光,砂轮选用46-60目白刚玉,线速度25-35m/s。磨削过程中充分浇注冷却液,防止刃口退火烧伤。刃口直线度控制在0.03mm/m以内,表面粗糙度Ra≤0.4μm,刃口圆弧半径小于0.05mm。
从结构特点来看,鹰嘴剪刀片具备以下基本属性。
1.鹰嘴曲线按剪切物料形状设计,弧形顶端切入阻力小,剪切过程平稳。
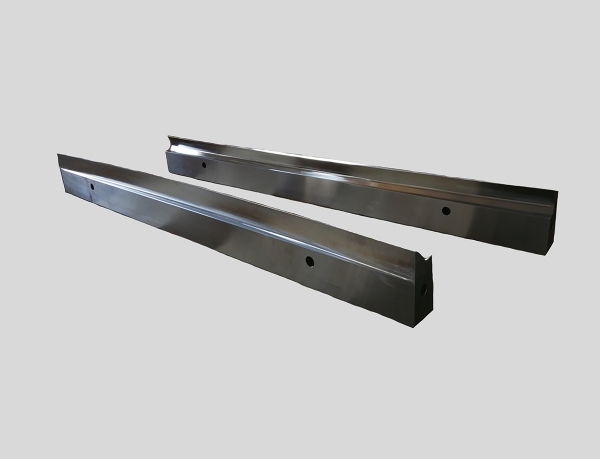
2.刀片厚度通常为20-40mm,设有对称安装孔,磨损后可翻转使用。
3.刃口后角为2°-4°,减小剪切时与物料的摩擦。
4.刀体侧面的排屑槽便于碎料脱落,防止卡滞。
5.刀片可多次修磨,每次修磨量0.2-0.5mm,总修磨次数可达3-5次。

二、精磨工艺对长期锋利度的贡献
鹰嘴剪刀片的精磨工艺直接决定了其长期剪切锋利度。刃口锋利度用锋利度系数(即剪切同一样品所需的力)衡量。未经精磨的刀片刃口存在微观锯齿和毛刺,初始剪切力较大,且易在剪切几刀后刃口快速钝化。经过精磨的鹰嘴剪刀片,刃口平滑无缺陷,初始剪切力降低15%-20%,且刃口与物料的接触应力分布均匀,不易产生局部崩缺。
在实际作业中,精磨后的鹰嘴剪刀片剪切普通螺纹钢(直径12-20mm)连续3000次后,刃口磨损量小于0.1mm,剪切力增加幅度不超过10%;而普通磨削的刀片在1500次后剪切力已上升30%以上。保持长期锋利度意味着:减少因频繁刃磨造成的人工成本和设备停机,提高废钢剪切线的作业效率。锋利刃口剪出的断面平整,毛刺高度较小,有利于后续破碎或熔炼工序。
三、产品优势
采用精磨工艺的鹰嘴剪刀片能够带来多方面的收益。使用寿命延长,在同等工况下比普通刀片剪切次数增加40%-60%。剪切质量稳定,锋利刃口避免因钝化而产生的拉伸撕裂,断面斜度控制在1mm以内。节能降耗,剪切力减小使液压系统工作压力降低,吨钢剪切能耗下降约8%-12%。综合成本降低,虽然精磨刀片单价略高,但单次寿命长、修磨次数多,吨废钢刀具成本可降低20%-25%。
四、典型应用场景
鹰嘴剪刀片广泛用于废钢回收、金属拆解及型材加工行业。
废钢剪切线行业,用于龙门剪或鳄鱼剪剪切报废汽车车架、钢筋捆、钢板边角料;
金属拆解行业,用于剪切混凝土钢筋、H型钢、工字钢;
有色金属回收行业,用于剪切铝型材、铜排、铅条;
锻造下料环节,用于剪切圆钢、方坯。对于剪切含高硬材料(如弹簧钢、轴承钢)的场合,选用粉末冶金高速钢材质的精磨鹰嘴剪刀片较为适宜。
五、选型与维护要点
选用鹰嘴剪刀片时,应根据剪切物料的直径和强度确定刀片厚度和材质。剪切≤20mm低碳钢,选用Cr12MoV,厚度20-25mm;剪切20-50mm或高强度钢,选用粉末高速钢,厚度30-40mm。安装时刀片间隙调整为剪切物直径的8%-12%,间隙过小易崩刃,过大产生毛刺。运行中每班次检查螺栓紧固情况,每剪切2000-3000次后检查刃口圆弧半径,超过0.5mm时安排修磨。修磨应使用平面磨床,保持原角度,磨后涂防锈油存放。
鹰嘴剪刀片的精磨工艺特点及其对长期剪切锋利度的提升作用,有助于在金属剪切作业中合理选配和维护刀具。精磨刃口结合优质材质和规范使用,能够显著降低刀具消耗和停机时间,提高废钢剪切线的综合效率。