南京雷德机械有限公司
国内销售部:
电话:86-025-57265118
传真:86-025-57265119
国际销售部:
电话:86-025-57265888
传真:86-025-57265566
地址:江苏省南京市溧水区明觉工业区
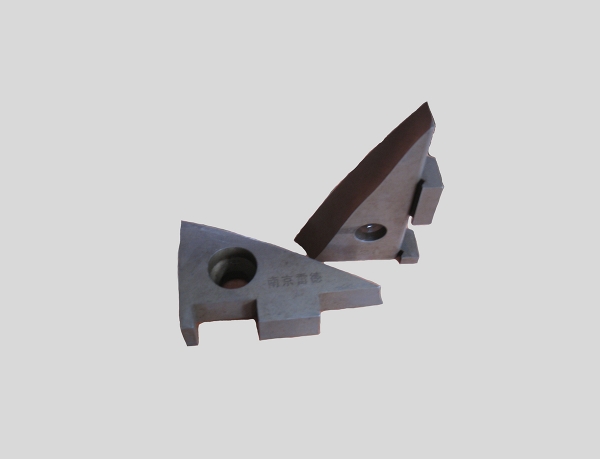
月牙剪刃是专门用于金属板材边缘剪切出月牙形缺口的剪切刀具,通常成对安装在月牙剪设备上,通过上下刃口的相对运动,在硅钢片、不锈钢带等板材的边缘冲出特定半径和深度的弧形切口。该刀具广泛应用于变压器铁芯、电机定转子等电工钢片的加工环节,为后续的叠片焊接或铆接提供定位避让空间。
一、产品材质与结构特点
月牙剪刃的制造材料直接影响其使用寿命和剪切质量。常用材质包括高碳高铬工具钢(如Cr12MoV、Cr12)、粉末冶金高速钢以及硬质合金。Cr12MoV具备较好的耐磨性和淬透性,适用于普通硅钢片的剪切;粉末冶金高速钢(如ASP2053)碳化物分布均匀,抗崩刃能力强,适合高牌号或厚度较大的硅钢片;硬质合金则用于超长寿命要求的场合,但韧性相对较低,需配合精密对刀。
从产品特点来看,月牙剪刃具备以下几个基本属性。刃口形状为圆弧形,半径规格常见有R5、R6、R8、R10等,深度按需定制。上下刃口之间的间隙需严格控制,通常取板材厚度的5%至8%。刀具经过真空热处理和深冷处理,组织转变较为充分,残余奥氏体量控制在较小范围。刃口表面可进行TiN、TiAlN等涂层处理,降低摩擦系数并提升耐磨性。刀体设有定位销孔或键槽,安装时可快速对中,减少调整时间。
二、主要使用优势
选用合适的月牙剪刃能够带来多方面的收益。剪切出的月牙形缺口边缘整齐、无毛刺,避免了后续装配过程中的刮擦和短路风险。另刀具耐磨性良好后,连续剪切次数增加,减少了停机换刀频率。经过涂层处理的月牙剪刃可在较长时间内维持刃口锋利,剪切压力保持稳定,对剪切设备的负荷也相对较小。合理的硬度与韧性搭配使得刀具在遇到板材硬质点时不易崩口,而是以轻微磨损的形式消耗。
三、典型应用场景
月牙剪刃主要应用于电工钢(硅钢片)的纵剪和横剪生产线。在变压器铁芯加工中,通过剪切出月牙形缺口,为铁芯的叠装和夹紧螺栓提供避让空间。在电机定转子冲片中,月牙缺口用于标识方向或作为通风槽的定位。在非晶合金带材的剪切中,月牙剪刃用于形成特定的搭接边。在不锈钢薄板、铜带等非磁性材料的特殊形状加工中,月牙剪刃也有少量应用。

四、月牙剪刃选型指南
在实际选用月牙剪刃时,可以从以下几个维度进行判断。
根据板材材质与厚度选材:剪切普通无取向硅钢片(厚度0.35-0.5mm),选用Cr12MoV材质即可满足要求,硬度控制在HRC58-62。剪切高牌号或半工艺硅钢片(厚度0.5-0.65mm),建议选用粉末冶金高速钢,硬度HRC62-65。剪切非晶合金带材(厚度约0.025mm),由于材料脆性大且对毛刺敏感,需选用刃口及其锋利的硬质合金月牙剪刃。
根据月牙形状参数选型:月牙的半径R和深度H需根据产品图纸确定。常见的半径规格有R5、R6、R8、R10、R12等,深度一般为半径的0.6至1倍。上下刃口的配对非常重要——同一组月牙剪刃的上刃圆弧与下刃圆弧应同心,偏差不超过0.05mm。选购时提供图纸或样件,由供应商进行配组研磨。
关注刃口间隙设计:月牙剪刃的侧向间隙(即上下刃口之间的单边间隙)应根据板材厚度和抗剪强度设定。一般参考值:厚度≤0.35mm时,间隙取0.01-0.02mm;厚度0.35-0.5mm时,取0.02-0.03mm;厚度0.5-0.65mm时,取0.03-0.04mm。间隙过大会产生毛刺,过小则加速刃口磨损甚至崩口。
检查涂层与表面处理:对于剪切量较大的生产线(日剪切万件以上),建议选用带TiAlN或CrN涂层的月牙剪刃。涂层厚度一般为2-4μm,呈均匀的金黄色或银灰色。用放大镜检查涂层表面有无剥落、气孔或色差。未经涂层的刀具可通过镜面抛光处理,降低刃口表面粗糙度(Ra≤0.2μm)。
确认刀具重复修磨性:月牙剪刃在使用一段时间后刃口会钝化,需要进行修磨。选购时应了解刀具的有效修磨次数——通常Cr12MoV材质的月牙剪刃可修磨5-8次,粉末冶金高速钢和硬质合金可达10次以上。每次修磨的去除量控制在0.1-0.2mm。建议向供应商索要修磨余量参数,便于后续维护计划。
五、使用与维护建议
安装月牙剪刃前,清理上下刀座配合面,确保无铁屑和毛刺。使用扭力扳手按对角线顺序紧固螺钉,防止刀体变形。开机前手动盘车检查上下刃口有无干涉。每班次剪切2000-3000片后,用软布擦拭刃口,清除粘附的粉末和碎屑。出现毛刺增大或剪切噪音异常时,及时调整间隙或更换月牙剪刃。拆卸后的旧刃应标明剪切次数和磨损量,集中存放待修磨。