南京雷德机械有限公司
国内销售部:
电话:86-025-57265118
传真:86-025-57265119
国际销售部:
电话:86-025-57265888
传真:86-025-57265566
地址:江苏省南京市溧水区明觉工业区
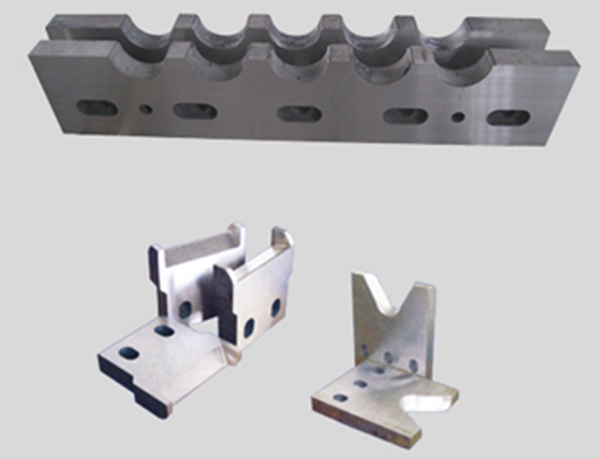
轧钢刀片是安装在热轧或冷轧生产线的剪切设备上,用于对钢带、钢板进行切头、切尾、分切或定尺剪切的金属刀具。在连续轧钢作业中,刀片每分钟要剪切数十次,刃口承受高温、高压和冲击载荷。普通刀片用不了多久就会出现卷刃(刃口翻卷)或崩口(小块脱落),导致剪切面毛刺大、断面不齐,甚至被迫停机换刀。采用整体淬火工艺的轧钢刀片,从刃口到刀体硬度分布均匀,整体韧性好,在连续剪切中不易卷刃崩口,换刀周期明显延长。
轧钢刀片的基材选用优质合金工具钢,如5CrNiMo、5CrMnMo或H13热作模具钢。这些材料含铬、镍、钼等元素,红硬性和抗回火稳定性较好。整体淬火工艺区别于局部淬火或表面淬火——刀片毛坯经粗加工后,整体加热到830-860℃,保温足够时间使奥氏体均匀化,然后在专用淬火油中快速冷却,获得马氏体组织。随后进行两次高温回火(550-580℃),消除内应力,稳定组织。
整体淬火的关键在于控制加热和冷却的均匀性。刀片形状复杂,厚薄不一,容易产生淬火变形和裂纹。我们采用保护气氛炉加热,防止表面脱碳;淬火时使用压床或夹具限位,冷却介质温度控制在40-60℃。淬火后硬度达到HRC52-56,同一刀片上不同部位硬度差不超过HRC3。回火后硬度降至HRC48-52,韧性显著提高,冲击功可达30-40J。

为适应更高要求的连续轧钢,可在整体淬火后对刃口局部进行低温回火或离子渗氮处理,形成0.1-0.2mm的硬化层,硬度提升到HRC58-60,进一步提高抗卷刃能力。但刀体保持较低硬度,防止脆断。
整体淬火的轧钢刀片有三个突出特点:
1.硬度与韧性平衡。普通刀片面硬芯软,重剪时刃口易卷曲;整体淬火刀片通体硬度均匀,剪切时刃口受压变形小,不易翻卷。
2.抗冲击性强。整体回火消除了淬火应力,刀体在剪切过程中不会因为内应力释放而开裂,崩口率降低。
3.耐磨性好。细针状马氏体组织配合碳化物颗粒,能抵抗带钢表面氧化皮的磨粒磨损。
整体淬火轧钢刀片适用于热轧带钢的切头剪、切尾剪、飞剪,冷轧线的分切圆盘剪,以及棒材、线材的定尺剪。尤其适合高强度钢、耐候钢的剪切,因为这些材料硬度高、回弹大,对刃口要求更严。选型时根据剪切温度(热剪还是冷剪)、带钢厚度和强度选择刀片材质和硬度。热剪选用5CrNiMo或H13,冷剪可用Cr12MoV。刀片尺寸按设备型号定制,安装时注意刀片间隙调整,一般为板厚的5%-10%。
日常使用中,注意检查刃口状态。发现微小卷刃可用油石打磨修复,卷刃深度超过0.5mm时需重新磨刀。整体淬火刀片修磨时需保持原始角度,避免磨削过热导致退火。存放时涂防锈油,防止刃口锈蚀变钝。避免剪切超规格厚料或硬料,防止崩口。
轧钢刀片在连续作业中,卷刃和崩口是两大痛点。整体淬火工艺让刀片全身硬度一致、韧性足够,刃口扛得住冲击,刀体撑得住重压。选对工艺,刀片寿命翻倍,轧钢线少停机,产出自然上去了。那些还在频繁换刀的产线,不妨从刀片淬火工艺查起。