南京雷德机械有限公司
国内销售部:
电话:86-025-57265118
传真:86-025-57265119
国际销售部:
电话:86-025-57265888
传真:86-025-57265566
地址:江苏省南京市溧水区明觉工业区
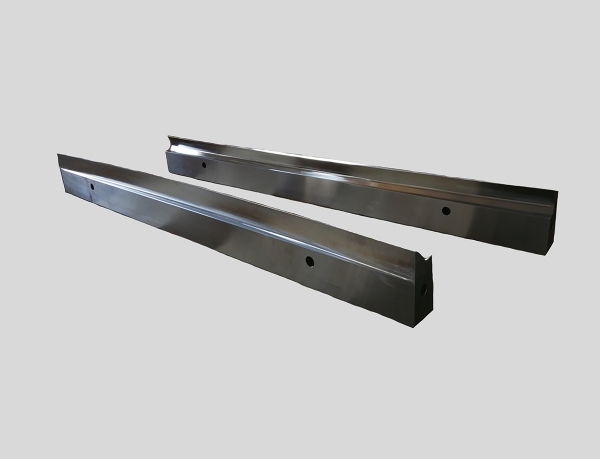
雷德机械从国外引进的高速线材生产线。用于钢坯切头、切尾以及发生堵钢事故时剪切钢坯。剪刃在热剪上的安装和工作状况如图1所示。剪切时钢坯温度超过 1100 ℃,剪刃刃口温度可达700 ℃。所以,剪刃材料应保证刃口耐热、耐磨、耐疲劳和具有 图1剪刃工作状态较高的抗冲击性能。
原剪刃为3Cr2W8V合金钢,由于剪刃刃口的热强性不够高,故其使用寿命较低,一般只能使用一个星期,平均轧钢4820t就需要更换,失效形式为刃口严重磨损和凹陷。
为了降低剪刃的成本并提高其使用寿命,采用了研制的MWD刁奥氏体热强钢焊条对剪刃进行堆焊修复。
结构设计
堆焊修复剪刃的结构如图2所示。在旧剪刃的刃口部分加工出截面尺寸为10mm × 15mm的焊槽,焊后仅加工刃口部分即可使用。
过渡层堆焊
钢过渡层。焊前,焊条在250 ℃下烘干lh,基体预热温度为130~150 ℃,堆焊时直流反接,焊接电流80、110A,焊后空冷。过渡层必须将基体覆盖完全,厚度控制在1~2mm。
使用效果
焊修复的剪刃,使用寿命达1个月以上,每付剪刃使用一次可轧钢超过19280t,比原来整体 3Cr2W8V合金钢剪刃的使用寿命提高了三倍。
离心机叶片的耐磨合金喷焊 堆焊修复剪刃不仅降低了剪刃消耗的备件费用,而且减少了更换剪刃的次数,从而降低了更换剪刃工人的劳动强度,减少了因更换剪刃而耽误的生产时间,提高了作业率。对于现代化的高速线材厂,提高作业率有着十分重要的意义。