南京雷德机械有限公司
国内销售部:
电话:86-025-57265118
传真:86-025-57265119
国际销售部:
电话:86-025-57265888
传真:86-025-57265566
地址:江苏省南京市溧水区明觉工业区
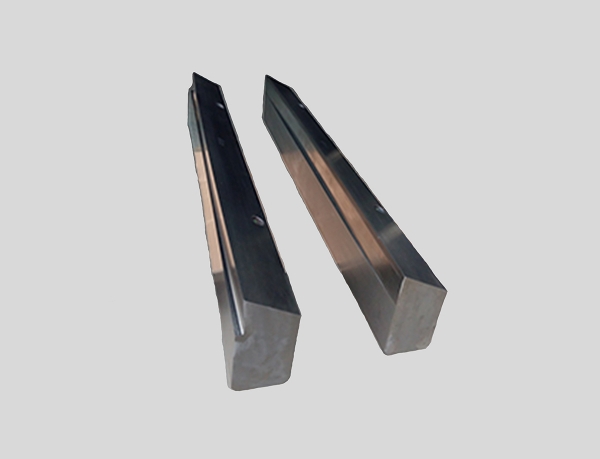
南京雷德机械有限公司专业生产剪刃多年,产品广泛应用于多个行业,对于剪刃的使用也是比较了解的,针对剪刃的装配和拆卸有以下一些注意事项:
a剪刃的拆卸和装入必须每个剪刃各自单独进行,即拆除一个立即在原位置换上新配好的剪刃。
b活动液压站的液压软管仅在更换剪刃时才联接到转鼓上,当一个剪刃更换完成,需要回转转鼓时应预先拆下液压软管以防止软管被保护罩卡坏。
c剪刃松开时无关人员不得站在飞剪附近。剪刃松开后必须立即用吊车吊走。
d剪刃的更换需由熟练的专门人员进行,并由对飞剪结构十分了解,对液压站操作程序熟悉的人员指挥,每进行一个步骤之后都需认真检查再进行下一步骤,以防止操作事故的发生。
剪刃更换的步骤:
a将需更换的剪刃回转到入口侧朝上方45°左右。
上只能更换上转鼓的ES剪刃。可以更换上转鼓的HS剪刃和下转鼓的ES剪刃。
b用高压软管联接和需更换的剪刃相对应的分油接头接口(快速接头)。
c开动液压站使锁紧缸动作松开卡紧块。剪刃移出弹簧缸动作推出剪刃
d用起重机和专用吊具吊出剪刃并放置在临时存放场地。清理转鼓上安放剪刃的槽子,在和剪刃接触的槽侧面和底面涂以铜基高温防锈油(LW-1000)。
e吊入予调好的新剪刃并人工借助于顶推螺丝和调整螺母使剪刃对中。
f操纵活动液压站泄油,剪刃移出缸缩回,剪刃锁紧缸动作,使卡紧块夹紧剪刃。
g拆开联接转鼓和活动液压站间的高压软管。重复上述各步骤更换其它剪刃。
h在没有高压软管与转鼓相联结的情况下以爬行速度上下剪刃转到0位(即上转鼓操作侧轴端平面处于水平)。
i在剪刃两端和中央部分共三点测量剪刃间隙。用厚3mm,宽200mm左右的铝板试切。1.5剪刃的固定
本台飞剪每个剪刃的固定是通过锁紧缸来实现的,锁紧缸的中心线和剪刃平面成7o的夹角,锁紧缸内的碟形弹。
簧拉紧活塞杆端部的T型块,再拉紧直接卡住剪刃侧面的卡紧块。如同一个斜楔牢牢的固定着剪刃,每个锁紧缸大约有82KN的锁紧力。当需要拆卸剪刃时,向锁紧缸内通入压力油使活塞对碟形弹簧进行压缩,通过活塞杆将卡紧块顶起,由于存在前面提到7o夹角,使卡紧块和剪刃侧面产生大约1.5mm的间隙而解除锁紧,正是由于有这一功能使剪刃的更换变的快捷方便,1.6剪刃间隙的调整。
当使用新剪刃时的剪刃间隙调整则完全依赖于机械机构的运动,它是由一台液压马达通过一台行星减速机两对齿轮驱动一对螺纹付使上转鼓沿轴线产生最大±15mm的移动。由于上转鼓轴端装的同步齿轮是斜齿,其轴向移动的结果必然使上下转鼓发生相对转动而达到了调整剪刃间隙的目的。液压马达的驱动是由活动液压站临时接通高压软管来实现的,因此剪刃间隙的调整在线即可进行,非常方便快捷,这也是本飞剪的显著优点之一。
当剪刃重磨后,为了使剪刃在转鼓上仍保持原始装配位置必须先在“剪刃测量装置”上进行予调,它实质上是模拟剪刃装到转鼓上的状态。在该装置上根据剪刃的磨削量,通过加在剪刃底面和侧面的垫片使剪刃刃口处保持有0.6~0.9mm的剪刃间隙和≤5mm的重合度。将调好的剪刃连同垫片成组的装到转鼓上去就保证了飞剪最初的装配精度,当然在装回飞剪后仍需复查剪刃间隙和剪刃重合度。剪刃的予调是在维修间进行的,并用吊车将剪刃直接装到转鼓上。